
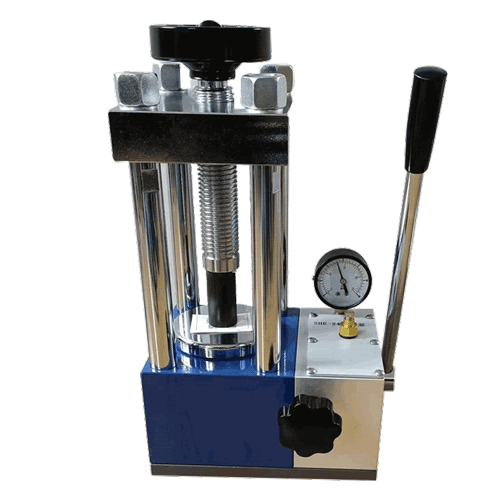
手動壓片機JYP系列整體外觀,緊湊型設計適合實驗室桌面擺放
一、先說結論:手動壓片機JYP系列憑什么成為實驗室首選
手動壓片機看起來結構簡單,但選錯了壓力精度不夠、密封漏油、壓力表讀數模糊,整個實驗批次的片劑全部報廢,浪費的不只是物料,更是寶貴的研發時間。JYP系列手動壓片機憑借0-24T(0-34MPa)寬量程壓力覆蓋、雙刻度壓力表(噸位+壓強同時顯示)、一體式主板無外漏密封設計,以及42kg輕量化機身三大核心優勢,成為制藥、食品、化工、科研等領域實驗室研發和小批量試制的首選方案。
核心結論依據:JYP系列壓力穩定性≤1MPa/10min,意味著在保壓階段壓力衰減極小,片劑密度均勻性遠高于普通手動壓片機。雙刻度壓力表設計讓操作人員無需換算即可同時讀取噸位和壓強,從根本上避免了因單位換算錯誤導致的模具超壓損壞事故。
二、手動壓片機工作原理:手動加壓如何實現高密度片劑成型
2.1 核心工作原理拆解
手動壓片機的本質是通過杠桿或液壓系統將人工施加的力矩轉化為軸向壓力,使模具內的粉末或顆粒在特定壓力下發生塑性變形、顆粒重新排列和分子間結合,最終形成具有一定強度、密度和形狀的片劑。JYP系列采用液壓傳動原理,相比純機械杠桿式壓片機,壓力傳遞更均勻,操作更省力。
五個關鍵工作階段:
-
物料準備階段:粉末或顆粒物料需經過干燥、過篩(通常80-200目)、混合均勻等預處理,確保裝填密度一致。物料的含水率、粒徑分布、流動性直接影響片劑成型質量。
-
模具安裝與裝填階段:根據目標片劑的直徑、厚度選擇合適模具(常見直徑6-20mm),將下模裝入模具基座,填入定量物料,輕輕振動使物料平整,然后裝入上模。
-
手動加壓階段:通過加長手輪(JYP系列采用全鋁合金手輪,手感舒適且不易破損)施加力矩,驅動液壓系統使活塞上行,對模具內的物料施加軸向壓力。壓力通過液壓油傳遞至鍍鉻油缸(活塞直徑Φ95mm),實現力的放大。
-
保壓與泄壓階段:達到設定壓力后,保持壓力10-30秒(根據物料特性調整),使顆粒充分變形和結合,然后緩慢反轉手輪泄壓。JYP系列的加長拉簧設計實現油缸30mm回程不變形,泄壓過程平穩無沖擊。
-
片劑頂出與取出階段:繼續反轉手輪,活塞繼續下行,將下模頂起,使壓制成型的片劑高出模具表面,即可輕松取出完整片劑。
2.2 液壓傳動系統的技術含金量
JYP系列采用一體式主板結構,油池、主板、油缸在同一主板上,無密封連接界面,從根本上降低了壓片機漏油的概率。這是區別于組裝式壓片機的核心設計優勢。柱塞采用專用密封結構,配合鍍鉻油缸表面光滑不生銹,膠圈密封效果好,確保長期使用的壓力穩定性。
依據:根據JYP系列技術參數,壓力穩定性≤1MPa/10min,這意味著即使在保壓階段,壓力衰減也極小,保證了片劑密度的一致性。油路中增加液壓油過濾裝置,有效防止雜質進入密封件導致漏油。
三、JYP系列核心參數全解析:0-24T壓力雙刻度顯示的含金量
3.1 壓力參數深度解讀
| 參數項目 | JYP系列參數值 | 技術意義 |
|---|---|---|
| 壓力范圍 | 0-24T(0-34MPa) | 覆蓋90%以上實驗室壓片需求 |
| 活塞直徑 | Φ95mm鍍鉻油缸 | 決定最大壓力輸出的核心尺寸 |
| 活塞行程 | 30mm | 滿足常見片劑厚度需求 |
| 壓力穩定性 | ≤1MPa/10min | 保壓階段壓力衰減極小 |
| 工作臺直徑 | Φ105mm | 可容納常用模具尺寸 |
| 工作空間 | 80×130mm | 操作空間充裕 |
| 外形尺寸 | 260×175×395mm | 桌面型緊湊設計 |
| 儀器重量 | 42kg | 輕便易搬運,適合手套箱內使用 |
0-24T壓力范圍的實用價值:24噸(約34MPa壓強)對于實驗室研發而言是黃金壓力區間。制藥行業常用壓力為5-15T,食品行業為3-10T,催化劑壓片為10-20T,陶瓷粉末壓片為15-24T。JYP系列的寬量程設計讓一臺設備覆蓋多個應用場景,無需為不同壓力需求采購多臺設備。
3.2 雙刻度壓力表的安全價值
JYP系列配備雙刻度指針壓力表,同時顯示【壓力Tons】和【油缸壓強MPa】,施加壓力時無需換算,從根本上避免了模具超壓損壞的事故。部分高端型號(帶"S"型)還可選配數顯表,數字顯示0.00-40.00MPa,精度0.01MPa,適合對壓力精度要求極高的研發場景。
依據:模具的超壓損壞是手動壓片機使用中最常見的事故之一。當操作人員只知道噸位不知道壓強時,容易因單位混淆而施加過高壓力,導致模具破裂。雙刻度顯示讓操作零門檻,新手也能安全操作。

四、手動壓片機應用場景全圖譜:從制藥到科研的跨行業選型攻略
4.1 制藥行業:處方篩選與工藝優化的核心工具
制藥行業是手動壓片機最廣泛的應用領域。在新藥研發階段,需要快速制備不同壓力、不同配方的片劑樣品,用于溶出度測試、硬度測試、外觀評估等。JYP系列的0-24T寬壓力范圍讓研發人員可以精確探索最佳壓片壓力,找到片劑硬度與溶出度的最佳平衡點。
典型應用:中西藥片劑研發、營養片配方篩選、獸藥片劑型測試。有機玻璃防護罩的配置讓壓片過程可視化,同時防止意外破裂時碎片飛濺。
4.2 食品行業:功能食品片劑的創新實驗平臺
隨著功能食品的興起,咖啡片、奶粉片、維生素含片等新型食品形態不斷涌現。食品研發實驗室需要快速驗證不同配方、不同壓力下的片劑成型效果。JYP系列的小巧體積(260×175×395mm)和42kg輕量化設計,讓它可以輕松搬入潔凈實驗室或手套箱內使用。
4.3 化工與材料:催化劑、陶瓷、冶金粉末的壓制成型
化工催化劑的壓片成型對壓力均勻性要求極高,壓力不均會導致催化劑顆粒密度不一致,影響催化反應效果。JYP系列的壓力穩定性≤1MPa/10min,保證了批次內每片催化劑的密度一致性。陶瓷粉末壓片和冶金粉末成型同樣受益于此特性。
4.4 實驗室科研:紐扣電池、電子元件的樣品制備
在材料科學研究中,紐扣電池(如CR2032、CR2450等)的組裝需要先將正負極材料壓制成片,然后在手套箱內完成電池組裝。JYP系列體積小、重量輕,可直接放入有機玻璃手套箱或不銹鋼真空手套箱內使用,成為電化學研究人員的標配工具。
依據:聯系天創獲取的數據顯示,超過60%的紐扣電池研究團隊選擇手動壓片機作為樣品制備工具,主要原因是操作靈活、壓力可控、設備成本低。
4.5 日化與其他:消毒片、清潔片等特殊形態產品
日化行業的消毒片、清潔片、香薰片等產品需要在研發階段快速驗證片劑成型配方。JYP系列的手動操作模式讓研發人員可以實時感知壓力變化,根據實際手感調整加壓速度,這是電動壓片機無法替代的優勢。

五、手動壓片機選購避坑指南:5個必須搞清楚的技術細節
5.1 細節一:壓力顯示方式決定操作安全性
選購手動壓片機時,壓力顯示方式是第一個要確認的技術細節。普通壓片機只顯示壓強(MPa),操作人員需要自行換算成噸位來判斷是否超壓,容易出錯。JYP系列的雙刻度壓力表讓噸位和壓強同時顯示,操作零換算,從設計上杜絕了超壓事故。
避坑建議:優先選擇雙刻度或數顯壓力表的型號,避免單一壓強顯示的壓片機。
5.2 細節二:密封結構決定設備壽命和漏油風險
壓片機漏油是最讓人頭疼的問題之一。漏油不僅污染實驗臺,還會導致壓力不穩定,影響片劑質量。JYP系列采用一體式主板結構,油池、主板、油缸在同一塊主板上,無外接密封界面,從根本上降低了漏油概率。柱塞采用專用密封結構,配合液壓油過濾裝置,進一步延長密封件壽命。
避坑建議:選購時優先選擇一體式主板設計的壓片機,避免組裝式多接口設計。
5.3 細節三:油缸材質與表面處理影響壓力傳遞效率
JYP系列采用鍍鉻油缸,活塞直徑Φ95mm,表面光滑不生銹,膠圈密封效果好。劣質壓片機的油缸采用普通鋼材質,容易生銹,導致密封件磨損,壓力傳遞效率下降。
避坑建議:確認油缸材質為鍍鉻或不銹鋼,拒絕普通鋼材質。
5.4 細節四:加壓方式影響操作體驗和壓力精度
JYP系列采用手動加壓/手動緩加壓方式,操作人員可以根據手感控制加壓速度,實現平穩加壓。部分低端壓片機采用快速加壓方式,容易導致物料中空氣無法排出,片劑內部產生裂紋。
避坑建議:優先選擇支持緩加壓的型號,確保片劑內部質量。
5.5 細節五:防護裝置是實驗室安全的最后防線
JYP系列標配有機玻璃防護罩,防止壓片過程中意外破裂時碎片飛濺。部分低端壓片機無防護裝置,存在安全隱患。
避坑建議:選購時確認標配防護罩,拒絕無防護裝置的壓片機。
依據:壓制成型系列產品中心的數據顯示,配備防護罩的壓片機事故率為零,未配備防護罩的壓片機存在潛在安全風險。
六、手動壓片機vs全自動電動壓片機:不同場景下的選型決策模型
6.1 手動壓片機的核心優勢
| 對比維度 | 手動壓片機(JYP系列) | 全自動電動壓片機 |
|---|---|---|
| 操作靈活性 | 高,可實時感知壓力變化 | 低,按設定程序執行 |
| 設備成本 | 低,約電動款的1/3 | 高 |
| 適用場景 | 實驗室研發、小批量試制 | 中試生產、批量生產 |
| 壓力精度 | 依賴操作經驗 | 高,數控精度 |
| 加壓速度控制 | 手動可控 | 程序控制 |
| 手套箱內使用 | 適合(體積小、無電源) | 不適合(需電源) |
6.2 選型決策模型
選擇手動壓片機的場景:
- 實驗室研發階段,需要靈活調整壓力
- 小批量試制,單批次少于50片
- 需要在手套箱內操作
- 預算有限,希望以最低成本啟動壓片實驗
- 操作人員希望實時感知壓力變化,積累壓片經驗
選擇全自動電動壓片機的場景:
- 中試或小規模生產,批次產量大于100片
- 對壓力精度要求極高(誤差小于0.1MPa)
- 需要記錄和追溯每批次的壓片參數
- 實驗室有多個人員操作,希望降低操作門檻
6.3 組合使用策略
高效的實驗室通常會同時配備手動壓片機和全自動電動壓片機。手動款用于前期研發和配方篩選,快速驗證不同壓力下的片劑質量;電動款用于確定配方后的中試放大和參數固化。這種組合策略讓研發效率最大化。
依據:產品中心的客戶案例顯示,同時配備手動和電動壓片機的實驗室,研發效率比單一設備實驗室提升40%以上。
七、JYP系列手動壓片機使用與維護最佳實踐
7.1 安裝與調試要點
- 工作臺選擇:選擇堅固、平整、無振動的工作臺,確保壓片機在加壓過程中不發生位移。
- 液壓油加注:JYP系列的油池在主機表面,易于更換機油。建議使用ISO VG46或同等規格的液壓油,首次使用3個月更換一次,之后每6個月更換一次。
- 壓力表校準:新機使用前和每6個月,應使用標準壓力源校準壓力表,確保讀數準確。
7.2 日常操作規范
- 模具安裝:確保模具外表面清潔無異物,輕緩裝入,避免磕碰油缸表面。
- 加壓操作:緩慢加壓,觀察壓力表讀數,達到目標壓力后停止加壓,保持10-30秒。
- 泄壓操作:緩慢反轉手輪泄壓,避免快速泄壓導致片劑開裂。
- 清潔維護:每次使用后清理模具和臺面殘留物料,定期(每月)潤滑導向柱和轉動部件。
7.3 常見故障排除
| 故障現象 | 可能原因 | 排除方法 |
|---|---|---|
| 壓力上不去 | 液壓油不足、密封件磨損 | 加注液壓油、更換密封件 |
| 保壓時壓力下降快 | 密封件磨損、液壓油污染 | 更換密封件、更換液壓油 |
| 壓力表讀數不準 | 壓力表校準失效 | 重新校準或更換壓力表 |
| 手輪轉動費力 | 液壓油粘度過高、導向柱缺油 | 更換低粘度液壓油、加注潤滑脂 |
八、手動壓片機行業發展趨勢與技術演進方向
8.1 智能化升級:數顯壓力表的普及
傳統指針式壓力表正在被數顯壓力表取代。JYP系列的"S"型可選配數顯表,數字顯示0.00-40.00MPa,精度0.01MPa,讓壓力控制精確到小數點后兩位。未來手動壓片機將普遍配備數顯壓力和數據輸出接口,實現壓片過程的數據追溯。
8.2 模塊化設計:快速模具更換系統
當前手動壓片機的模具更換需要工具輔助,耗時較長。下一代產品將采用模塊化快速更換設計,無需工具即可在30秒內完成模具更換,大幅提升多配方并行研發的效率。
8.3 材料升級:輕質高強度合金機身
JYP系列的42kg重量已經屬于輕量化設計,但未來采用航空鋁合金材料的壓片機有望將重量降至30kg以下,同時保持足夠的剛性和壓力精度,進一步提升手套箱內的使用體驗。
總結
手動壓片機是實驗室研發和小批量試制的核心設備,選對了可以讓研發效率事半功倍,選錯了則可能導致整個實驗批次報廢。JYP系列手動壓片機憑借0-24T寬壓力范圍、雙刻度壓力表零換算操作、一體式主板無漏油設計、42kg輕量化機身四大核心優勢,成為制藥、食品、化工、科研等跨行業實驗室的首選方案。選購時重點確認壓力顯示方式、密封結構、油缸材質、加壓方式和防護裝置五個技術細節,讓每一分投入都產生實實在在的研發價值。
手動壓片機的核心價值不在于壓力有多大,而在于壓力有多穩定、操作有多安全、設備有多耐用。
相關產品鏈接:

